Reliability and strength: hot-formed steel pipe. Seamless hot-formed steel pipes
Steel pipes of a seamless design are solid pipe metal products (without a longitudinal welding joint), obtained by hot deformation using special pipe mills. Compared to welded counterparts, they are more durable, reliable and resistant to external influences. Such characteristics make it possible to use them in such technically complex areas as mechanical engineering, chemical, oil industry, etc.
According to the pipe rolling method, there are two main types:
- seamless cold-formed pipe (range according to GOST 8734-78);
- seamless hot-formed pipe (range GOST 8732-78).
Steel pipes are widely used for the construction of water and gas pipelines of large and small diameters, the manufacture of structural elements of machines and mechanisms, parts of metal structures, columns, long-span trusses and beams, foundation piles, tubular steel lighting poles, in road construction, etc.
Seamless pipe in accordance with GOST 8732 is made of steels of various chemical composition using the hot deformation method. Pipes according to GOST 8732 come in different sizes: unmeasured length (within 4-12.5 meters), measured in fixed sizes and multiple measured. The weight of the steel pipe in the table according to GOST 8732 depends on the diameter of 20-550 mm and wall thickness from 2 to 45 mm.
The range of steel pipes regulates the dimensions of the outer diameter, wall thickness in accordance with GOST 8732-78, and technical requirements in accordance with GOST 8731-74. For the manufacture of high-pressure pipes are used steel ingots, bloomings and slabs made of carbon and alloy steel according to GOST 1050-88, GOST 4543-71, GOST 19281-89.
Seamless steel pipes are divided into 3 types depending on the ratio of the size of the outer diameter to the wall thickness:
- less than 6 especially thick-walled;
- 6-12.5 - thick-walled;
- 12.5-40 - thin-walled, having a small weight running meter.
Depending on the required quality indicators, seamless hot-formed pipes are manufactured in the following groups:
- A - mechanical properties are normalized;
- B - the chemical composition of steel is normalized;
- B - control of the mechanical properties of steel and chemical composition;
- D - with standardization of the chemical composition of steel with control of mechanical properties on samples;
- D - without rationing of mechanical properties and chemical composition, but with a hydraulic pressure test.
Steel pipes are divided into six classes:
1st class (made of carbon steels). The so-called standard gas pipes, are used in cases where special requirements are not imposed, for example, in the construction of scaffolding, fences, cable poles, irrigation systems. And also for the localized distribution and supply of gaseous and liquid substances.
Metal pipes of the 2nd class (made from carbon steels) are used in high and low pressure main pipelines for supplying gas, oil and water, petrochemicals, fuels and solids.
Pipes of the 3rd class are used in systems operating under pressure and in conditions high temperatures, nuclear engineering, oil cracking pipelines, furnaces, boilers, etc.
Steel pipes of the 4th class are used for exploration and exploitation of oil fields, they are used as drilling, casing and auxiliary pipes.
5th class - structural pipes, used in the production of transport equipment (automotive industry, car building, etc.), (bridge cranes, masts, drilling rigs, supports), as furniture elements, etc.
Steel pipes of the 6th class are used in mechanical engineering for the manufacture of cylinders and pistons of pumps, bearing rings, shafts and other parts of machines, tanks operating under pressure. There are pipes of small outer diameter (dimensions up to 114 mm), medium (diameter size in the range of 114-480 mm) and large diameter (480-2500 mm and more).
Pipes seamless dimensions and weight
Manufacturing process seamless pipes consists of the following technological operations: piercing a hole in a metal ingot using a piercing mill, consisting of conical rolls and a piercing mandrel, heating the resulting steel billet to 1200 degrees. C and subsequent rolling on a special mill to the required pipe size.
As a result of the hot-formed process for the production of rolled metal pipes, the following can be obtained:
Seamless hot-rolled pipes (hot-deformed) in accordance with GOST 8732-78. The dimensions of the outer diameter of the pipes are in the range of 25-700 mm, and the wall thickness varies from 2.5 to 75 mm. Size range: unmeasured length - 4-12 m, measured length is within 9, 12 meters.
Wall thickness is of fundamental importance in determining the weight, and hence the cost of the pipe. The practice of specifying prices for the weight of pipe products, rather than linear meters, is associated with the predominance of metal prices in the cost of a pipe. A piece of course is not weighed. It's about about the theoretical weight (it is specified in GOST). The theoretical weight of 1 linear meter of steel pipe is calculated by the formula:
Theoretical weight 1 r.m. (kg) \u003d 0.02466 * T * (D - T), where D is the pipe diameter in mm, T is the wall thickness in mm.
The calculation of the weight of pipes (according to the dimensions of diameter and length) and the calculation of the length by weight and cross-sectional dimensions can be done automatically on the "Metal Calculator", which can be found in the section of the site "Rolled metal stock". The pipe calculator will calculate the weight or length of the rolled pipe, depending on the input parameters, so that you will not be weighed down when buying metal.
In practice, it looks like this. The seller announces the price per linear meter of the pipe, the buyer measures the thickness of all selected blanks with a caliper, outside diameter circumference, the inner diameter of the cavity so that the dimensional deviations are within acceptable limits, and measures the length of the pipes with a tape measure. The batch weight is determined by the theoretical formula by multiplying the theoretical weight of a running meter by the total length of the rolled product.
If you have any questions related to the selection of a pipe by diameter (outer circle or inner hole), wall thickness and length, then you should look at GOSTs for round steel pipes ( full texts are available on the Internet in abundance). Which GOSTs determine the range of pipes you can download on our website.
| Dimensions and weight of seamless steel pipes according to GOST 8732-78 | ||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
ext. diam |
Weight of 1 m of pipes, kg, with wall thickness, mm | |||||||||||||||||||||
| 3 | 3,2 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | 6,5 | 7 | 7,5 | 8 | 8,5 | 9 | 9,5 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| 32 | 2,1 | 2,3 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 33,7 | 2,3 | 2,4 | 2,6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 38 | 2,6 | 2,7 | 2,9 | 3,35 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 42 | 2,9 | 3,1 | 3,3 | 3,75 | 4,16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 42,4 | 2,9 | 3,1 | 3,3 | 3,79 | 4,2 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 45 | 3,1 | 3,3 | 3,5 | 4,04 | 4,49 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 48,3 | 3,3 | 3,6 | 3,8 | 4,37 | 4,86 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 50 | 3,5 | 3,7 | 4,0 | 4,54 | 5,05 | 5,55 | 6,04 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 51 | 3,6 | 3,8 | 4,1 | 4,64 | 5,16 | 5,67 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 57 | - | - | 4,6 | 5,23 | 5,83 | 6,41 | 6,99 | 7,55 | 8,1 | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 60 | - | - | 4,8 | 5,52 | 6,16 | 6,78 | 7,39 | 7,99 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 60,3 | - | - | 4,9 | 5,55 | 6,19 | 6,82 | 7,43 | 8,03 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 63,5 | - | - | 5,2 | 5,87 | 6,55 | 7,21 | 7,87 | 8,51 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 70 | - | - | 5,7 | 6,51 | 7,27 | 8,02 | 8,75 | 9,47 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 73 | - | - | 6 | 6,81 | 7,6 | 8,39 | 9,16 | 9,91 | 10,66 | 11,39 | 12,12 | 12,82 | 13,52 | 14,21 | 14,88 | 15,54 | 16,82 | 18,05 | - | - | - | - |
| 76 | - | - | 6,3 | 7,1 | 7,94 | 8,76 | 9,56 | 10,36 | 11,14 | 11,91 | 12,67 | 13,42 | 14,15 | 14,87 | 15,58 | 16,28 | 17,63 | 18,94 | - | - | - | - |
| 83 | - | - | 6,9 | 7,79 | 8,71 | 9,62 | 10,51 | 11,39 | 12,26 | 13,12 | 13,96 | 14,8 | 15,62 | 16,43 | 17,22 | 18 | 19,53 | 21,01 | 22,44 | 23,82 | 25,16 | 26,44 |
| 89 | - | - | 7,4 | 8,39 | 9,38 | 10,36 | 11,33 | 12,28 | 13,23 | 14,16 | 15,07 | 15,98 | 16,88 | 17,76 | 18,63 | 19,48 | 21,16 | 22,7 | 24,37 | 25,9 | 27,37 | 28,81 |
| 95 | - | - | - | 8,98 | 10,0 | 11,1 | 12,14 | 13,17 | 14,19 | 15,19 | 16,18 | 17,16 | 18,13 | 19,09 | 20,03 | 20,96 | 22,79 | 24,56 | 26,29 | 27,97 | 29,59 | 31,17 |
| 102 | - | - | - | 9,67 | 10,8 | 11,96 | 13,09 | 14,21 | 15,31 | 16,4 | 17,48 | 18,55 | 19,6 | 20,64 | 21,67 | 22,69 | 24,69 | 26,63 | 28,53 | 30,38 | 32,18 | 33,93 |
| 108 | - | - | - | 10,2 | 11,4 | 12,7 | 13,9 | 15,09 | 16,27 | 17,44 | 18,59 | 19,73 | 20,86 | 21,97 | 23,08 | 24,17 | 26,31 | 28,41 | 30,46 | 32,46 | 34,4 | 36,3 |
| 114 | - | - | - | 10,8 | 12,1 | 13,44 | 14,72 | 15,98 | 17,23 | 18,47 | 19,7 | 20,91 | 22,12 | 23,31 | 24,48 | 25,65 | 27,94 | 30,19 | 32,38 | 34,53 | 36,62 | 38,67 |
| 121 | - | - | - | - | - | 14,3 | 15,67 | 17,02 | 18,35 | 19,68 | 20,99 | 22,29 | 23,58 | 24,86 | 26,12 | 27,37 | 29,84 | 32,26 | 34,62 | 36,94 | 39,21 | 41,63 |
| 127 | - | - | - | - | - | 15,04 | 16,48 | 17,9 | 19,32 | 20,72 | 22,1 | 23,48 | 24,84 | 26,19 | 27,53 | 28,85 | 31,47 | 34,03 | 36,55 | 39,01 | 41,43 | 43,8 |
| 133 | - | - | - | - | - | 15,78 | 17,29 | 18,79 | 20,28 | 21,75 | 23,21 | 24,66 | 26,1 | 27,52 | 28,93 | 30,33 | 33,1 | 35,81 | 38,47 | 41,09 | 43,65 | 46,17 |
| 140 | - | - | - | - | - | 16,65 | 18,24 | 19,83 | 21,4 | 22,96 | 24,51 | 26,04 | 27,57 | 29,08 | 30,57 | 32,06 | 35 | 37,88 | 40,72 | 43,5 | 46,24 | 48,93 |
| 152 | - | - | - | - | - | 18,13 | 19,87 | 21,6 | 23,32 | 25,03 | 26,73 | 28,41 | 30,08 | 31,74 | 33,39 | 35,05 | 38,25 | 41,43 | 44,56 | 47,65 | 50,68 | 53,66 |
| 159 | - | - | - | - | - | - | - | 22,64 | 24,45 | 26,24 | 28,02 | 29,79 | 31,55 | 33,29 | 35,03 | 36,75 | 40,15 | 43,5 | 46,81 | 50,06 | 53,27 | 56,43 |
| 168 | - | - | - | - | - | - | - | 23,97 | 25,89 | 27,79 | 29,69 | 31,57 | 33,44 | 35,29 | 37,13 | 38,97 | 42,59 | 46,17 | 49,69 | 53,17 | 56,6 | 59,98 |
| 180 | - | - | - | - | - | - | - | 25,75 | 27,81 | 29,87 | 31,91 | 33,93 | 35,95 | 37,95 | 39,95 | 41,93 | 45,85 | 49,72 | 53,54 | 57,31 | 61,04 | 64,71 |
| 194 | - | - | - | - | - | - | - | 27,82 | 30,06 | 32,28 | 34,5 | 36,7 | 38,89 | 41,06 | 43,23 | 45,38 | 49,64 | 53,86 | 58,03 | 62,15 | 66,22 | 70,24 |
| 203 | - | - | - | - | - | - | - | 29,15 | 31,5 | 33,84 | 36,16 | 38,47 | 40,77 | 43,06 | 45,33 | 47,6 | 52,09 | 56,52 | 60,91 | 65,25 | 69,55 | 73,79 |
| 219 | - | - | - | - | - | - | - | 31,52 | 34,06 | 36,6 | 39,12 | 41,63 | 44,13 | 46,61 | 49,08 | 51,54 | 56,43 | 61,26 | 66,04 | 70,78 | 75,46 | 80,1 |
| 245 | - | - | - | - | - | - | - | - | - | 41,09 | 43,93 | 46,76 | 49,58 | 52,38 | 55,17 | 57,95 | 63,48 | 68,95 | 74,38 | 79,76 | 85,08 | 90,36 |
| 273 | - | - | - | - | - | - | - | - | - | 45,92 | 49,11 | 52,28 | 55,45 | 58,6 | 61,73 | 64,86 | 71,07 | 77,24 | 83,36 | 89,42 | 95,44 | 101,41 |
| 299 | - | - | - | - | - | - | - | - | - | - | - | 57,41 | 60,9 | 64,37 | 67,83 | 71,27 | 78,13 | 84,93 | 91,69 | 98,4 | 105,06 | 111,67 |
| 325 | - | - | - | - | - | - | - | - | - | - | - | 62,54 | 66,35 | 70,14 | 73,92 | 77,68 | 85,18 | 92,63 | 100,03 | 107,38 | 114,68 | 121,93 |
| 351 | - | - | - | - | - | - | - | - | - | - | - | - | - | 75,91 | 80,01 | 84,1 | 92,23 | 100,32 | 108,36 | 116,35 | 124,29 | 132,19 |
| 377 | - | - | - | - | - | - | - | - | - | - | - | - | - | 81,68 | 86,1 | 90,51 | 99,29 | 108,02 | 116,7 | 125,33 | 133,91 | 142,45 |
| 402 | - | - | - | - | - | - | - | - | - | - | - | - | - | 87,23 | 91,96 | 96,67 | 106,07 | 115,42 | 124,71 | 133,96 | 143,16 | 152,31 |
| 406 | - | - | - | - | - | - | - | - | - | - | - | - | - | 88,11 | 92,89 | 97,66 | 107,15 | 116,6 | 126 | 135,34 | 144,64 | 153,89 |
| 426 | - | - | - | - | - | - | - | - | - | - | - | - | - | 92,56 | 97,58 | 102,59 | 112,58 | 122,52 | 132,41 | 142,25 | 152,04 | 161,78 |
| 450 | - | - | - | - | - | - | - | - | - | - | - | - | - | 97,88 | 103,2 | 108,51 | 119,09 | 129,62 | 140,1 | 150,53 | 160,92 | 171,25 |
| 457 | - | - | - | - | - | - | - | - | - | - | - | - | - | 99,43 | 104,8 | 110,24 | 120,99 | 131,69 | 142,35 | 152,94 | 163,51 | 174 |
| 465 | - | - | - | - | - | - | - | - | - | - | - | - | - | 101,2 | 106,7 | 112,72 | 123,16 | 134,06 | 144,91 | 155,71 | 166,46 | - |
| 480 | - | - | - | - | - | - | - | - | - | - | - | - | - | 104,5 | 110,2 | 115,91 | 127,23 | 138,5 | 149,72 | 160,89 | 172,01 | - |
| 500 | - | - | - | - | - | - | - | - | - | - | - | - | - | 108,9 | 114,9 | 120,84 | 132,65 | 144,42 | 156,13 | 167,8 | 179,41 | - |
| 508 | - | - | - | - | - | - | - | - | - | - | - | - | - | 110,7 | 116,7 | 122,81 | 134,82 | 146,77 | 158,69 | 170,55 | 182,36 | 194,12 |
| 530 | - | - | - | - | - | - | - | - | - | - | - | - | - | 115,6 | 121,9 | 128,24 | 140,79 | 153,3 | 165,75 | 178,16 | 190,51 | - |
| 550 | - | - | - | - | - | - | - | - | - | - | - | - | - | 120,0 | 126,6 | 133,17 | 146,22 | 159,22 | 172,16 | 185,06 | 197,91 | - |
So, how to use the rolled metal table? For example, we need to answer the question: how much is the weight of the pipe steel diameter 108 mm? The answer has several options. The fact is that if we are talking about the tabular value of the weight of one linear meter, indicated in the assortment of seamless pipes according to GOST, then the mass of 1 linear meter depends not only on the diameter of the hot-formed pipe, but also on the value of the wall thickness. But the wall thickness of the pipe can be different. Therefore, the value of the weight of 1 meter running pipes a certain diameter can vary significantly. This must be taken into account when calculating the weight of pipes, when you want to buy a pipe and in various other cases. You can find out the value of the weight of a steel pipe with a diameter of 108 mm from an extract from the assortment of pipe products. According to GOST 10704-63, a steel pipe with a diameter of 108 mm can be produced with a wall thickness of 3, 3.2, 3.5, 3.8, 4, 4.5, 5, 5.5 mm. According to GOST 8732-70, a steel pipe with a diameter of 108 mm can be produced with a wall thickness of 4, 5, 6, 7, 8, 9, 10, 12 mm and more. Accordingly, the weight will be different when we talk about the weight of a linear meter of rolled pipe.
Assortment
Seamless hot-deformed steel pipes. Range of sizes
GOST 8732-78
ISS 23.040.10
OKP 13 1200, 13 1700, 13 1900
Introduction date 01.01.79
1. This standard applies to hot-worked seamless steel pipes general purpose, manufactured by outer diameter, wall thickness and length.
2. Dimensions and weight of 1 m of pipes must correspond to those given in table. one
Table 1


Continuation of the table. one

Continuation of the table. one

Continuation of the table. one

Continuation of the table. one

Continuation of the table. one

Continuation of the table. one

N o t e s:
1. Pipe dimensions in parentheses should not be used when designing new equipment.
2. The mass of 1 m of pipes is calculated by the formula M \u003d 0.02466 ^ S (D H -S), where D H is the outer diameter, mm;
S is the wall thickness, mm.
The density of steel is assumed to be 7.850 g/cm 3 .
3. Pipes, the mass of which is limited by a broken thick line, are manufactured by agreement between the manufacturer and the consumer.
4. Pipes with outer diameters and wall thickness marked with an asterisk are used in contractual relations for economic, scientific and technical cooperation.
1, 2. (Changed edition, Rev. No. 2).
3. Along the length of the pipe should be made: random length - in the range from 4 to 12.5 m; measured length - within random;
length, a multiple of the measured length, - within the random length with an allowance for each cut of 5 mm; approximate length - within unmeasured length.
N o t e s:
1. By agreement between the manufacturer and the consumer, it is allowed to manufacture pipes with a length that goes beyond the limits specified for pipes of random length.
2. For pipes with a wall thickness of more than 16 mm, the length of the measured pipes is established by agreement between the manufacturer and the consumer.
3. Pipes of approximate length are manufactured at the request of the consumer.
4. Limit deviations along the length of pipes of measured length and length, a multiple of measured length, should not exceed: +10 mm - with a length of up to 6 m; +15 mm - with a length of more than 6 m or with an outer diameter of more than 152 mm; ±500 mm for approximate length.
3, 4. (Changed edition, Rev. No. 1).
5. Limit deviations in the outer diameter and wall thickness of pipes should not exceed those indicated in Table. 2 and 3.
Table 2
Table 3
6. By agreement between the manufacturer and the consumer, pipes can be manufactured with combined maximum deviations, for example: according to the outer diameter of increased accuracy according to GOST 9567, and according to the wall thickness - normal accuracy, etc.
7. The ovality and wall thickness variation of the pipes should not lead the size of the pipes beyond the maximum deviations of the subdiameter and wall thickness.
8. The curvature of any section of the pipe per 1 m of length should not exceed: 1.5 mm - for pipes with a wall thickness of up to 20 mm; 2.0 mm - for pipes with a wall thickness over 20 to 30 mm; 4.0 mm - for pipes with a wall thickness of more than 30 mm.
9. At the request of the consumer, pipes must be supplied by inner diameter and wall thickness, as well as by outer and inner diameters and by wall thickness.
The limit deviations in the inner diameter for pipes with a diameter of 70-203 mm, a wall of 7-20 mm and a ratio of diameter to wall thickness equal to or less than 10 should not exceed the corresponding limit deviations in the outer diameter indicated in Table. 2.
For other pipe sizes, limit deviations for the inner diameter are set by agreement between the manufacturer and the consumer.
EXAMPLES OF CONVENTIONS
A pipe with an outer diameter of 70 mm, a wall thickness of 3.5 mm, a length that is a multiple of 1250 mm, of the usual manufacturing accuracy, from steel grade 10, is manufactured according to GOST 8731 group B:
A pipe with an outer diameter of 70 mm, a wall thickness of 3.5 mm, a length of 6000 mm (measuring length), of increased manufacturing accuracy, from steel grade 40X, is manufactured according to GOST 8731 group B:

The same, random length, is manufactured according to GOST 8731 group D:

A pipe with an outer diameter of 219 mm, a wall thickness of 10 mm, random length, the usual manufacturing accuracy, made of steel grade St4sp, steel category 1, is manufactured according to GOST 8731 group B from ingot:
http://metall-energy.ru/data/image/gosty/gost_8732-78_files/gost_8732-78-14.png" style="width:234pt;height:42pt; alt="(!LANG: alt="">!}
A pipe with an outer diameter of 95 mm, an inner diameter of 76 mm, an allowable difference in wall thickness of random length, the usual manufacturing accuracy, from steel grade 10, is manufactured according to the BGOST 8731 group:
(Revised edition, Rev. No. 2).
10. Technical requirements - according to GOST 8731.
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the Ministry of Ferrous Metallurgy of the USSR DEVELOPERS
A. A. Shevchenko, Dr. Sc. sciences; V. P. Sokurenko, Ph.D. tech. sciences; V. N. Rovensky
2. APPROVED AND INTRODUCED BY Decree State Committee standards of the Council of Ministers of the USSR dated 03/22/78 No. 757
3. REPLACE GOST 8732-70
4. The standard fully complies with ST SEV 1481-78
5. REFERENCE REGULATIONS AND TECHNICAL DOCUMENTS
6. The limitation of the validity period was removed according to protocol J No. 3-93 of the Interstate Council for Standardization, Metrology and Certification (IUS 5-6-93)
7. EDITION with Amendments No. 1, 2, approved in February 1982, September 1988 (IUS 5-82, 1-89)
| Buy pipes GOST 8732-78 |
GOST 8732-78
INTERSTATE STANDARD
HOT-WORKED STEEL SEAMLESS PIPES
Assortment
Seamless hot-deformed steel pipes.
Range of sizes
ISS 23.040.10
OKP 13 1200, 13 1700, 13 1900
Introduction date 1979-01-01
INFORMATION DATA
DEVELOPED AND INTRODUCED by the Ministry of Ferrous Metallurgy of the USSR
DEVELOPERS
A.A. Shevchenko, Doctor of Engineering sciences; V.P. Sokurenko, Ph.D. tech. sciences; V.N. Rovensky
- APPROVED AND INTRODUCED BY Decree of the State Committee for Standards of the Council of Ministers of the USSR dated March 22, 1978 N 757
- INSTEAD OF GOST 8732-70
- The standard fully complies with ST SEV 1481-78
- REFERENCE REGULATIONS AND TECHNICAL DOCUMENTS
- The validity period was removed according to protocol N 3-93 of the Interstate Council for Standardization, Metrology and Certification (IUS 5-6-93)
- EDITION with Amendments No. 1, 2, approved in February 1982, September 1988 (IUS 5-82, 1-89)
- This International Standard applies to general purpose hot-formed seamless steel pipes manufactured in terms of outside diameter, wall thickness and length.
- The dimensions and weight of 1 m of pipes must correspond to those given in Table 1.
Table 1
Continuation of Table 1

Continuation of Table 1

Continuation of Table 1

Continuation of Table 1

Notes:
- Pipe dimensions in parentheses should not be used when designing new equipment.
- The mass of 1 m of pipes is calculated by the formula,
Where - outer diameter, mm;
Wall thickness, mm
The density of steel is assumed to be 7.850 g/cm.
- Pipes, the mass of which is limited by a broken thick line, are manufactured by agreement between the manufacturer and the consumer.
- Pipes with outer diameters and wall thicknesses marked with an asterisk are used in contractual and legal relations for economic, scientific and technical cooperation.
1, 2. (Changed edition, Rev. N 2).
- Along the length of the pipe should be made:
Random length - ranging from 4 to 12.5 m;
Measured length - within unmeasured;
Length, a multiple of the measured length, - within the random length with an allowance for each cut of 5 mm;
Approximate length - within random length.
Notes:
- By agreement between the manufacturer and the consumer, it is allowed to manufacture pipes with a length that goes beyond the limits specified for pipes of random length.
- For pipes with a wall thickness of more than 16 mm, the length of the measured pipes is established by agreement between the manufacturer and the consumer.
- Pipes of approximate length are manufactured at the request of the consumer.
- Maximum deviations along the length of pipes of measured length and length, a multiple of measured length, should not exceed: +10 mm - with a length of up to 6 m; +15 mm - with a length of more than 6 m or with an outer diameter of more than 152 mm; ±500 mm for approximate length.
3, 4. (Changed edition, Rev. N 1).
- Limit deviations for the outer diameter and wall thickness of the pipes should not exceed those indicated in tables 2 and 3.
table 2
Table 3
|
Outer diameter, mm |
Wall thickness, mm |
Limit deviations in pipe wall thickness of manufacturing accuracy, % |
|
|
elevated |
|||
|
Up to 15 incl. |
|||
|
St. 15 to 30 |
10,0 |
||
|
Up to 15 incl. |
|||
|
St. 15 to 30 |
|||
|
10,0 |
|||
- By agreement between the manufacturer and the consumer, pipes can be manufactured with combined limit deviations, for example: according to the outer diameter of increased accuracy according to GOST 9567, and according to the wall thickness - ordinary accuracy, etc.
- The ovality and wall thickness variation of the pipes should not lead the size of the pipes beyond the limit deviations in diameter and wall thickness.
- The curvature of any section of the pipe per 1 m of length should not exceed: 1.5 mm - for pipes with a wall thickness of up to 20 mm; 2.0 mm - for pipes with a wall thickness over 20 to 30 mm; 4.0 mm - for pipes with a wall thickness over 30 mm.
- At the request of the consumer, pipes must be supplied in terms of inner diameter and wall thickness, as well as in terms of outer and inner diameters and wall thickness.
The maximum deviations in the inner diameter for pipes with a diameter of 70-203 mm, a wall of 7-20 mm and a ratio of diameter to wall thickness equal to or less than 10 should not exceed the corresponding maximum deviations in the outer diameter indicated in Table 2.
For other pipe sizes, limit deviations for the inner diameter are set by agreement between the manufacturer and the consumer.
Legend Examples
A pipe with an outer diameter of 70 mm, a wall thickness of 3.5 mm, a length that is a multiple of 1250 mm, of the usual manufacturing accuracy, from steel grade 10, is manufactured according to GOST 8731 group B:
A pipe with an outer diameter of 70 mm, a wall thickness of 3.5 mm, a length of 6000 mm (measuring length), of increased manufacturing accuracy, from steel grade 40X, is manufactured according to GOST 8731 group B:
The same, random length, is manufactured according to GOST 8731 group D:
![]()
A pipe with an outer diameter of 219 mm, a wall thickness of 10 mm, random length, ordinary manufacturing accuracy, made of steel grade St4sp, steel category 1, is manufactured according to GOST 8731 group B from an ingot:
![]()
A pipe with an inner diameter of 70 mm, a wall thickness of 3.5 mm, a length of 6000 mm (measuring length), of the usual manufacturing accuracy, from steel grade 10, is manufactured according to GOST 8731 group B:
A pipe with an outer diameter of 95 mm, an inner diameter of 76 mm, an allowable thickness difference of random length, the usual manufacturing accuracy, from steel grade 10, is manufactured according to GOST 8731 group B:
![]()
(Changed edition, Rev. N 2).
- Technical requirements - according to GOST 8731.
The text of the document is verified by:
official publication
Pipes metal and connecting parts to them.
Part 1. Smooth seamless pipes: Sat. GOSTs. -
Moscow: IPK Standards Publishing House, 2004
GOST 8732 78, pipe GOST 8732 78, GOST 8732 78 assortment, pipe GOST 8732 78 assortment, pipe GOST 8732 78 assortment, seamless pipe GOST 8732 78 assortment, seamless pipe GOST 8732 78 assortment
File Icons and Document Properties- GOST icon;File types
- the document is represented by a set of scanned images; - the document can be downloaded as one PDF file, the file consists of unrecognized scanned pages; - the document can be downloaded as one PDF file with recognized text; - the document can be downloaded as one PDF file, links to other GOSTs work inside the file, the text is recognizedGOST statuses
- the document is currently valid (GOST status - current); - the document has been canceled (GOST status - Canceled); - the document has been replaced (GOST status - Replaced); - GOST is not valid on the territory of the Russian Federation;GOST 8732-78 Hot-formed seamless steel pipes. Assortment
Categories GOST 8732-78 for OKS:- 23.40. Pipelines and their components
- 23.40.10 Cast iron and steel pipes *Steel pipes and tubes for special purposes, see 77.140.75
Document status: valid, put into effect on 01/01/1979 Title on English language: Seamless hot-deformed steel pipes. Range of sizes Type of standard: Standards for products (services) GOST start date: 1979-01-01 Date of last edition of the document: 2007-03-01
Document codes GOST 8732-78:
OKP code: 131200;131700;131900 KGS code: B62
Number of pages: 11
Purpose of GOST 8732-78: This International Standard applies to hot-formed general-purpose seamless steel pipes manufactured in outside diameter, wall thickness and length.
SRNTI index(es): 534729 The document was developed by the organization: Minchermet of the USSR Document keywords: hot-formed seamless steel pipes, assortment, conventionsYou can download GOST 8732-78 in the following versions:
Date added in file version:
Amendments and changes to GOST 8732-78:
Name, type:
registrations:
start action:
Change No. 1 to GOST 8732-78
change type: Text change
Change number: 1
Registration number: 642
Change No. 2 to GOST 8732-78
change type: Text change
Change number: 2
Registration number: 3367
New value: -
GOST 8732-78
Group B62
INTERSTATE STANDARD
HOT-WORKED STEEL SEAMLESS PIPES
Assortment
Seamless hot-deformed steel pipes.
ISS 23.040.10
OKP 13 1200, 13 1700, 13 1900
Introduction date 1979-01-01
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the Ministry of Ferrous Metallurgy of the USSR
DEVELOPERS
A.A. Shevchenko, Doctor of Engineering sciences; V.P. Sokurenko, Ph.D. tech. sciences; V.N. Rovensky
2. APPROVED AND INTRODUCED BY Decree of the State Committee for Standards of the Council of Ministers of the USSR dated March 22, 1978 N 757
3. REPLACE GOST 8732-70
4. The standard fully complies with ST SEV 1481-78
5. REFERENCE REGULATIONS AND TECHNICAL DOCUMENTS
Item number |
|
6. The limitation of the validity period was removed according to protocol N 3-93 of the Interstate Council for Standardization, Metrology and Certification (IUS 5-6-93)
7. EDITION with Amendments No. 1, 2, approved in February 1982, September 1988 (IUS 5-82, 1-89)
1. This International Standard applies to general purpose hot-formed seamless steel pipes manufactured in terms of outside diameter, wall thickness and length.
2. The dimensions and weight of 1 m of pipes must correspond to those given in Table 1.
Table 1
Continuation of Table 1
Continuation of Table 1
Continuation of Table 1
Continuation of Table 1
Notes:
1. Pipe dimensions in parentheses should not be used when designing new equipment.
2. The mass of 1 m of pipes is calculated by the formula,
where is the outer diameter, mm;
Wall thickness, mm
The density of steel is assumed to be 7.850 g/cm.
3. Pipes, the mass of which is limited by a broken thick line, are manufactured by agreement between the manufacturer and the consumer.
4. Pipes with outer diameters and wall thicknesses marked with an asterisk are used in contractual and legal relations for economic, scientific and technical cooperation.
1, 2. (Changed edition, Rev. N 2).
3. Along the length of the pipe must be made:
Random length - ranging from 4 to 12.5 m;
Measured length - within unmeasured;
Length, a multiple of the measured length, - within the random length with an allowance for each cut of 5 mm;
Approximate length - within random length.
Notes:
1. By agreement between the manufacturer and the consumer, it is allowed to manufacture pipes with a length that goes beyond the limits specified for pipes of random length.
2. For pipes with a wall thickness of more than 16 mm, the length of the measured pipes is established by agreement between the manufacturer and the consumer.
3. Pipes of approximate length are manufactured at the request of the consumer.
4. Limit deviations along the length of pipes of measured length and length, a multiple of measured length, should not exceed: +10 mm - with a length of up to 6 m; +15 mm - with a length of more than 6 m or with an outer diameter of more than 152 mm; ±500 mm for approximate length.
3, 4. (Changed edition, Rev. N 1).
5. Limit deviations in the outer diameter and wall thickness of pipes should not exceed those indicated in tables 2 and 3.
table 2
Outer diameter, mm |
Limit deviations for manufacturing precision pipes |
|
elevated |
||
Up to 50 incl. |
||
St.50 to 219" |
||
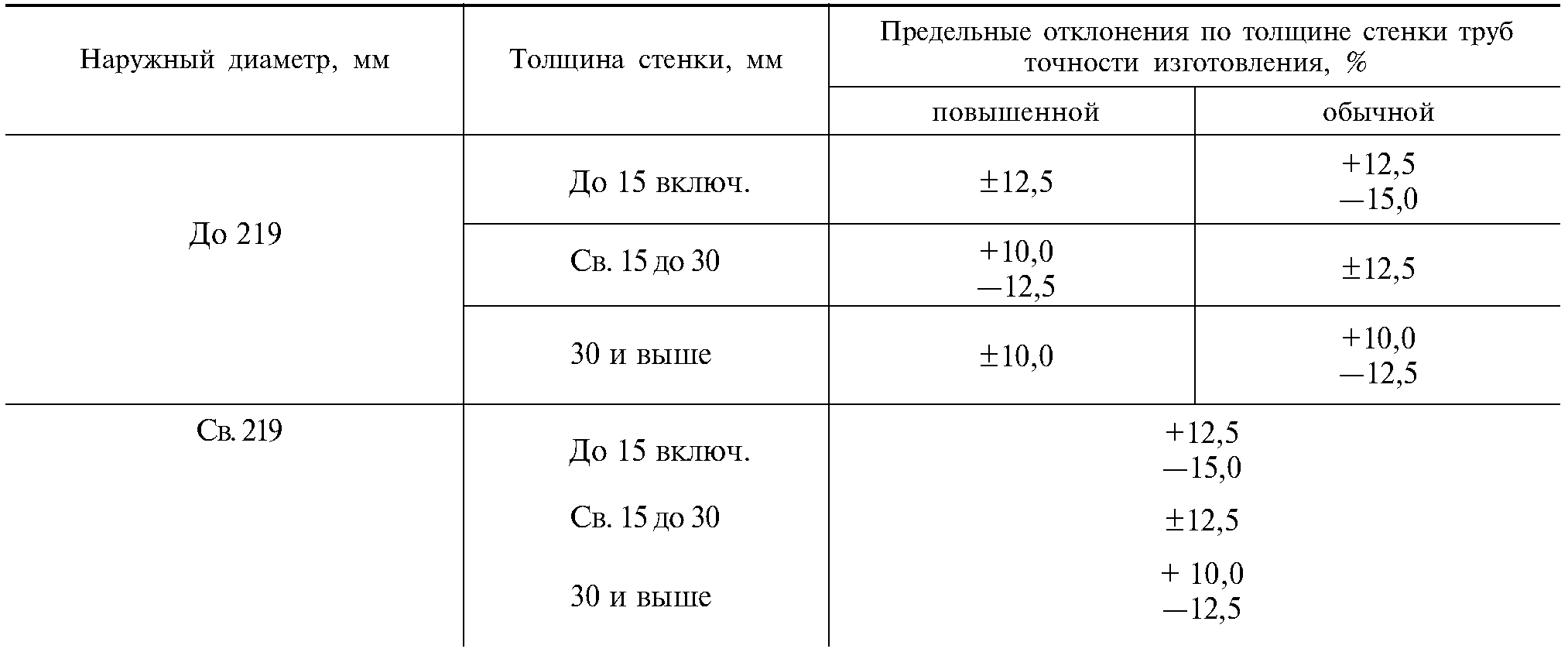
Table 3
Outer diameter, mm |
Wall thickness, mm |
Limit deviations in pipe wall thickness of manufacturing accuracy, % |
|
elevated |
ordinary |
||
Up to 15 incl. |
12,5 |
||
St. 15 to 30 |
10,0 |
||
30 and above |
10,0 |
||
Up to 15 incl. |
|||
St. 15 to 30 |
|||
30 and above |
|||
6. By agreement between the manufacturer and the consumer, pipes can be manufactured with combined limit deviations, for example: according to the outer diameter of increased accuracy in , and according to the wall thickness - normal accuracy, etc.
7. The ovality and thickness difference of the pipes should not lead the size of the pipes beyond the maximum deviations in diameter and wall thickness.
8. The curvature of any section of the pipe per 1 m of length should not exceed: 1.5 mm - for pipes with a wall thickness of up to 20 mm; 2.0 mm - for pipes with a wall thickness over 20 to 30 mm; 4.0 mm - for pipes with a wall thickness over 30 mm.
9. At the request of the consumer, pipes must be supplied according to the inner diameter and wall thickness, as well as the outer and inner diameters and wall thickness.
The maximum deviations in the inner diameter for pipes with a diameter of 70-203 mm, a wall of 7-20 mm and a ratio of diameter to wall thickness equal to or less than 10 should not exceed the corresponding maximum deviations in the outer diameter indicated in Table 2.
For other pipe sizes, limit deviations for the inner diameter are set by agreement between the manufacturer and the consumer.
Legend Examples
A pipe with an outer diameter of 70 mm, a wall thickness of 3.5 mm, a length that is a multiple of 1250 mm, of the usual manufacturing accuracy, made of steel grade 10, is manufactured according to group B:
A pipe with an outer diameter of 70 mm, a wall thickness of 3.5 mm, a length of 6000 mm (measuring length), of increased manufacturing accuracy, from steel grade 40X, is manufactured according to group B:
The same, random length, is made according to group D:
A pipe with an outer diameter of 219 mm, a wall thickness of 10 mm, random length, ordinary manufacturing accuracy, made of St4sp steel, steel category 1, is manufactured according to group B from an ingot:
A pipe with an inner diameter of 70 mm, a wall thickness of 3.5 mm, a length of 6000 mm (measuring length), of the usual manufacturing accuracy, from steel grade 10, is manufactured according to group B:
A pipe with an outer diameter of 95 mm, an inner diameter of 76 mm, an allowable difference in wall thickness of random length, the usual manufacturing accuracy, from steel grade 10, is manufactured according to group B:
(Changed edition, Rev. N 2).
10. Technical requirements - according to GOST 8731.
The text of the document is verified by:
official publication
Pipes metal and connecting parts to them.
Part 1. Smooth seamless pipes: Sat. GOSTs. -
Moscow: IPK Standards Publishing House, 2004